The oil and gas sector is one of the most dangerous industrial landscapes worldwide. Despite the gradual shift towards renewable energy sources, crude oil extraction remains a crucial energy reservoir at the global level.
Silicone Engineering received a request from a prominent provider of LED lighting solutions for hazardous environments. The task was to design a gasket capable of fitting into a sizable luminaire utilised in an offshore oil rig environment.
The Oil & Gas Opportunity and Challenge
The client had previously received several silicone gasket samples from various suppliers but encountered issues with water ingress into their lighting unit. This posed a severe risk of electronics malfunction, preventing the system from achieving the desired IP66 rating. The client sought a more effective solution because conducting tests for water and dust ingress (IP66) on the lighting systems is expensive, costing £7000 per test for the units.
Apart from the risk of water ingress, the potential problem of outgassing due to unsuitable gasket materials was a significant concern. This was especially crucial for harsh offshore environments where lighting units are exposed to extreme weather conditions.
To address the challenge, the engineering team had to identify the source of ingress in two different light-fitting styles before recommending a suitable material solution to address the ingress and outgassing issues.
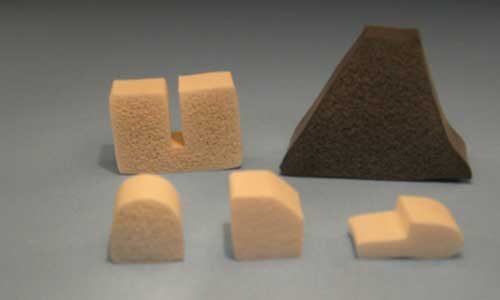
The Silicone Solution: expanSil™ GP400 joined Section Gasket
Our onsite material engineers advised that a custom-joined silicone sponge section would work better for each light-fitting design. Using an expanSil™ GP400 sponge to create a closed-cell extrusion would provide a complete seal by filling the gasket channel and all potential voids. The expanSil™ unique formulation and manufacturing process would also minimise the risk of outgassing within the LED unit.
After producing and joining a sample profile through our specialised department, the customer fitted the material to the lighting unit and subjected it to testing.
The customer was pleased to find that the unit passed the testing process, indicating that no water penetrated the seal and entered the unit. This success was a significant achievement for both our engineers and the customer.
The custom sponge section is now in full production, helping oil rig workers stay safe in a hazardous environment.
For technical data use our technical specification tool, look for, GP400. Click the links for more silicone applications in the Oil & Gas and LED & Lighting industries.
Complete the form below to receive the full case study as a PDF straight to your inbox.