As a prominent provider of high-performance silicone materials, Silicone Engineering has had a solid connection to the aviation and aerospace industries since its inception. With expertise in the field and a track record of meeting industry standards such as Boeing BMS 1-60, Rolls Royce for the supply of materials listed in MLC 104, AFS 1682-A, Airbus ABD0031, the company has become a trusted partner in the aerospace industry.
The Military Opportunity and Challenge
Recently, Silicone Engineering was approached by an aerospace OEM manufacturer specialising in lightweight composite solutions for aircraft systems.
The manufacturer required assistance with a new project that involved the development of a thin, lightweight flame-retardant rubber for use inside military aircraft such as helicopters.
The specialist silicone would be required to conform to stringent aerospace specifications whilst having the crucial secondary requirement of being manufactured in a jet-black colour.
This colour was required to reduce glare inside the cockpit when flight operators use their night vision goggles (NVG) and Night Vision Imaging systems (NVIS) during the twilight and early morning. Glare inside the cockpit can be detrimental by obscuring the pilot’s view of the NVIS equipment and can result in aircraft accident incidences.
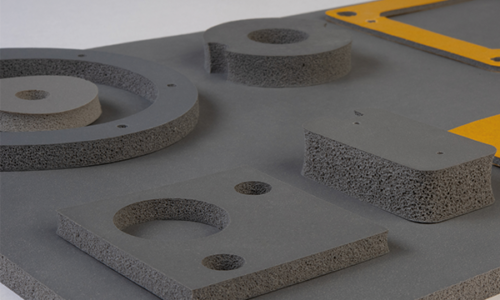
The Silicone Solution: kSil® FR Silicone Solid Sheet
Once discussed and reviewed with the customer, Silicone Engineering’s onsite laboratory team quickly started working on formulating a silicone solution that would meet the demanding requirements of the project. The group began developing a material that offered exceptional flame retardancy, had a dark aesthetic, and could provide outstanding functionality within the required applications.
The team’s efforts resulted in the successful development of a bespoke kSil® FR Silicone Solid Sheet. This jet-black, flame-retardant silicone sheet met the precise specifications outlined by the aerospace OEM manufacturer. By carefully considering the project’s unique requirements, Silicone Engineering ensured that the final product met industry standards and prioritised safety and functionality.
After successful testing trials, the customer was pleased with the material’s performance and moved to production. The material has now been integrated into military-grade cockpits, sealing and protecting critical aircraft instruments and shielding pilots from glare whilst using their NVG equipment, improving flight safety.
Click the links for more silicone applications in the Aerospace & Aviation industries.
Complete the form below to receive the full case study as a PDF straight to your inbox.