Silicone Engineering has played an essential role in supporting the brewery industry and the broader food and beverage sectors by providing an extensive range of silicone rubber products. The widespread adoption of silicone in these industries can be attributed to its remarkable properties, such as ease of cleaning, inherent thermal stability, and compliance with FDA regulations, making it an ideal material for vital sealing applications.
The Beverage Opportunity and Challenge
A leading commercial brewer known for producing multiple beer varieties approached the company with a persistent sealing issue in their brewery boiler equipment. This challenge was referred to Silicone Engineering by a longstanding customer who recognised the company’s expertise in silicone rubber solutions.
The problem centred around seal failures in three critical parts of the steam copper kettle boiler: the inspection lid, funnel aperture, and the main lid. The existing seal repeatedly failed, leading to frustration among the equipment users. Attempts to resolve the issue included using food-safe glue to reattach the seal after it dislodged following several operational cycles.
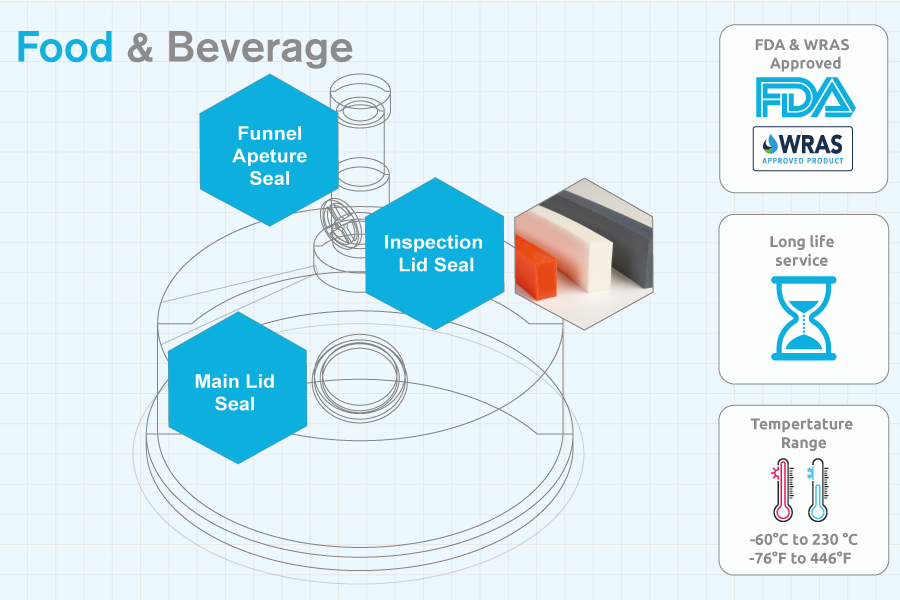
The Silicone Solution: suraSil™ Food-Safe Solid Silicone Section
Our commercial team worked with material engineers to investigate and identify the exact size and hardness requirements needed for the seal to function correctly. After careful consideration and discussions, it was determined that a hardness of 60 shore A would be more appropriate for this application.
A rectangular-shaped section made of suraSil™ was chosen after ensuring it met the food-approved standards and could withstand the hour-long boiling duration in the brewery boiler. The extrusion die was crafted in-house, which allowed for precise customisation of the rectangular section. Once the customisation was complete, the order was quickly shipped to the customer.
To the delight of the brewery, the suraSil™ food-safe solid silicone rectangular section performed exceptionally well within the different boiler compartments, resolving the persistent sealing issues and demonstrating the efficacy of silicone in addressing challenges within the beer brewing industry.
Complete the form below to receive the full case study as a PDF straight to your inbox.

