



EPDM
vs


What's the difference between EPDM and Silicone Rubber?
What is EPDM?
EPDM stands for Ethylene Propylene Diene Monomer, which is a type of synthetic rubber made from the chemicals stated in its name. They are used for a variety of applications and industries, most commonly automotive and construction for various seals due to their excellent resistance to environmental factors such as Ozone, UV and general weathering.
EPDM material has very good elastic properties even at low temperatures of -40 °C and is known to be highly durable with over 50 years of life expectancy for this material, making it resistant to tearing or abrasion.
EPDM is also a highly versatile material and provides many options for installation including being mechanically attached, fully adhered, or ballasted.
What is Silicone Rubber?
Silicone is an inorganic polymer comprising of carbon, hydrogen and oxygen (along with Silicone). Silicone is used extensively across many industries and applications from rail, aerospace, food/beverage and automotive plus many more. Silicone rubber has a number of advantages but it is most commonly known for and used due to its resistance to extreme temperatures. Unlike EPDM, silicone stays stable and keeps its physical properties up to 230°C (446°F) and high temperature silicone grades can withstand up to 270°C. Not only is silicone excellent in extreme heat but it is also seen as a sterile elastomer, which is why you see it used in the food and beverage industry as dairy tubing, seals and gaskets on food machinery and also vending tubes in drinks machines.
Silicone is seen as the superior elastomer to EPDM due to the added benefits it provides, as well as generally providing longer life in service meaning less replacement costs and/or downtime.
How is Silicone manufactured?
Silicone can be manufactured in numerous ways depending on the type of silicone being used. Silicone can come in three forms LSR's (liquid silicone rubbers), RTV's (Room Temperature Vulcanisation) and HTV's (High Temperature Vulcanisation).
At Silicone Engineering we manufacture HTV silicone rubber, which means the silicone gets formed to the shape required before going through a heat curing process to achieve the finished product. We manufacture our silicones in a number of grades and product forms including sheets, rolls, tubes, cords, profiles and sections. These can be produced in both solid or sponge silicone dependant on your application(s).
Video tour
Take a video tour of our impressive facility to understand more about how silicone is manufactured.
Silicone vs EPDM Technical Comparison


Elongation is how stretchy a material is and how it performs when being expanded and contracted. It really depends on Shore A hardness and is generally linked with solid rubbers as opposed to sponges or foams.
Silicone is seen as a more stretchy rubber than EPDM which is why silicone is used as vacuum membranes due to its high tear resistance and elongation of up to 800%. Vacuum membrane presses help form and bond composites to each other under extreme pressure.
Silicone can also stay flexible up to -60°C which is why it is found in applications in extremely harsh environments.
Although both materials are prone to swelling if exposed to oil for long periods, silicone has a better resistance to oil and is seen as a more suitable material to use out of the two. Silicone can be formulated to have additional resistance to oil for demanding applications.

If a rubber is to be applied in an application situated in an outdoor environment, the environmental resistance of the rubber needs to be assessed.
Some rubbers are prone to cracking when exposed to Ozone and UV therefore picking the right rubber for outdoor applications is important.
EPDM and Silicone have excellent resistance to environmental conditions. Both rubbers can withstand general weathering, Ozone and UV making them ideal for outdoor applications.

Tear strength/resistance is how resistant a rubber is to tearing. EPDM has good tear strength and is seen as the more durable rubber compared to silicone. However, silicone is more flexible and can be formulated to have very strong tear resistance and elongation, ideal for vacuum membranes.

Temperature comparison
Varying temperatures, whether hot or cold has negative effects on all rubbers. Heat in particularly can alter a rubbers’ physical properties, which in turn affects sealing performance.
It is therefore essential you know a material’s temperature resistance before applying it to any application to ensure that downtime and failure is limited.
We have created a temperature resistance indicator for Silicone vs EPDM, showing the limits of each rubber at certain temperatures.
By moving the slide bar across you can see the temperature limits of each material. Where the circles become smaller, this is the point where the rubber reaches its limits before being effected by temperature.
Hot
+130°C EPDM starts to degrade.
+230°C Silicone starts to degrade.
Cold
At -40°C EPDM reaches brittle point
At -60°C Silicone reaches brittle point
EPDM
Silicone
You can clearly see silicone has superior temperature resistance in both hot and cold temperatures which for any application above 130°C, silicone would be the material of choice.
In colder temperatures both materials perform well with silicone having a slight advantage by withstanding temperatures of down to -60°C.
How heat affects Silicone vs EPDM
As shown in the diagram, silicone rubber and EPDM vary when exposed to varying degrees of heat.
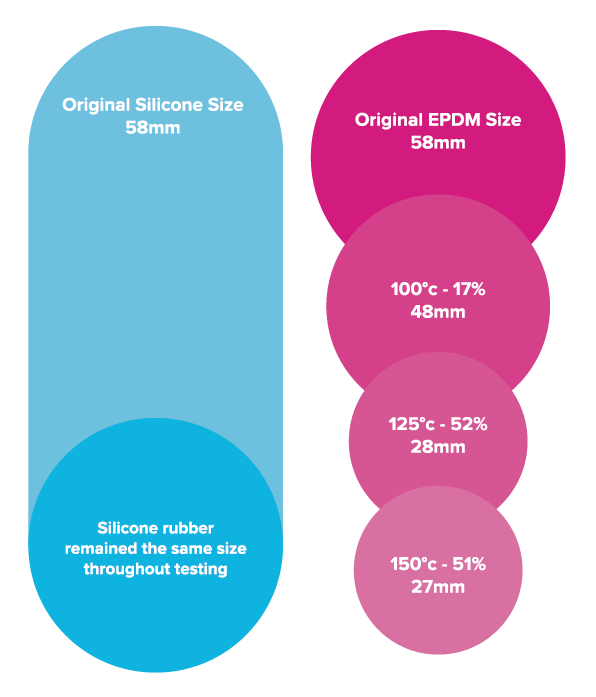
Our Laboratory team performed a series of heat age tests on a standard piece of silicone sponge alongside a standard piece of EPDM sponge, both were 6mm thick.
Six 58mm circles were cut from the original pieces and then placed in the oven at different temperatures. The results were then recorded as follows:
EPDM Results
At 100°C, the EPDM sample had shrunk by 17% to 48mm. A surprising result considering that the datasheet indicated the temperature limit was 130°C.
At 125°C the shrinkage continued but this time it was more severe, showing a 52% decrease from its original size to 28mm.
Finally at 150°C the EPDM had decreased but only by a further 1mm, concluding that 125°C is where the material saw severe deformity.
Silicone Results
The silicone samples showed no shrinkage after being subjected to the same temperatures as the EPDM. All silicone rubber samples stayed at 58mm when taken out of the oven, showing the stability of silicone at high heat.
Choosing the right material
- Silicone
- EPDM
Why choosing the right material is important
Failure in application is most commonly due to human error, whether that be at the design stage or installation stage. Depending on your application, choosing the right material will ultimately outline the success or failure of that application.
Many sealing failures occur due to the incorrect rubber being chosen, sometimes due to price, lack of knowledge on the application environment or both.
At Silicone Engineering we firstly get a good understanding from our clients of where they are placing the rubber and what environmental conditions it will experience. Temperature, abrasion, chemical contact and pressure are all factors to consider when deciding on whether to use silicone rubber over EPDM. Our specialist team of engineers and silicone experts are on hand to advise and help you understand the advantages of silicone over EPDM and how using silicone in application will give better lifespan and longevity, keeping downtime to a minimum.
Ask the Experts
Got a Question? Ask a silicone elastomer engineer today...
Our silicone elastomer experts will provide answers to your questions.